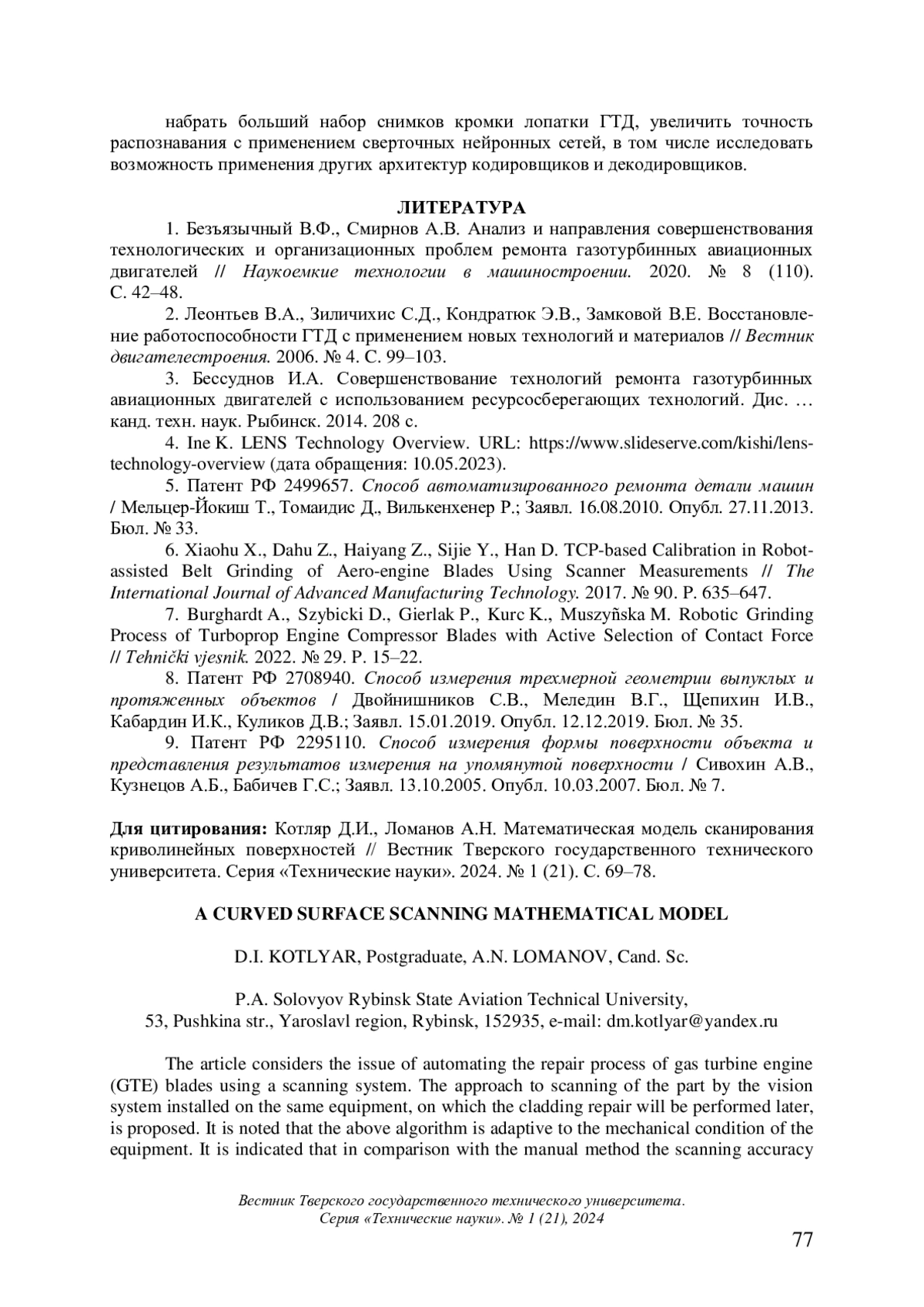
В статье рассмотрен вопрос автоматизации процесса ремонта лопаток газотурбинного двигателя (ГТД) с применением системы сканирования. Предложен подход к сканированию детали системой технического зрения, установленной на том же оборудовании, на котором в последующем будет выполняться ремонт наплавкой. Отмечено, что приведенный алгоритм обладает адаптивностью к механическому состоянию оборудования. Указано, что по сравнению с ручным методом точность сканирования составляет свыше 0,05 мм (P = 67,56 %) и свыше 0,1 мм (P = 95,75 %), что достаточно для дальнейшего применения полученных сканов в задаче ремонта лопаток ГТД
Предпросмотр статьи
Идентификаторы и классификаторы
- SCI
- Информатика
Для цитирования:
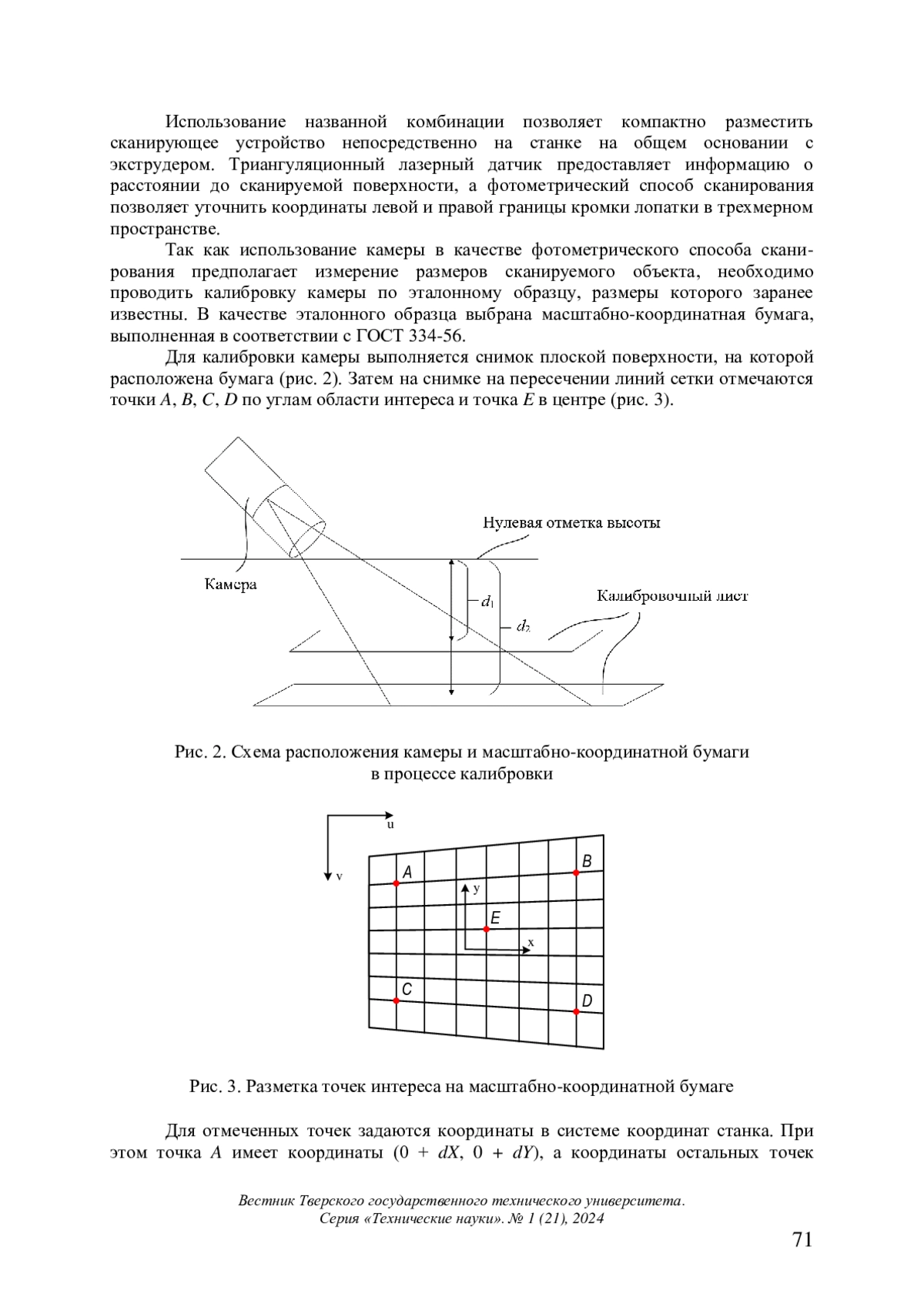
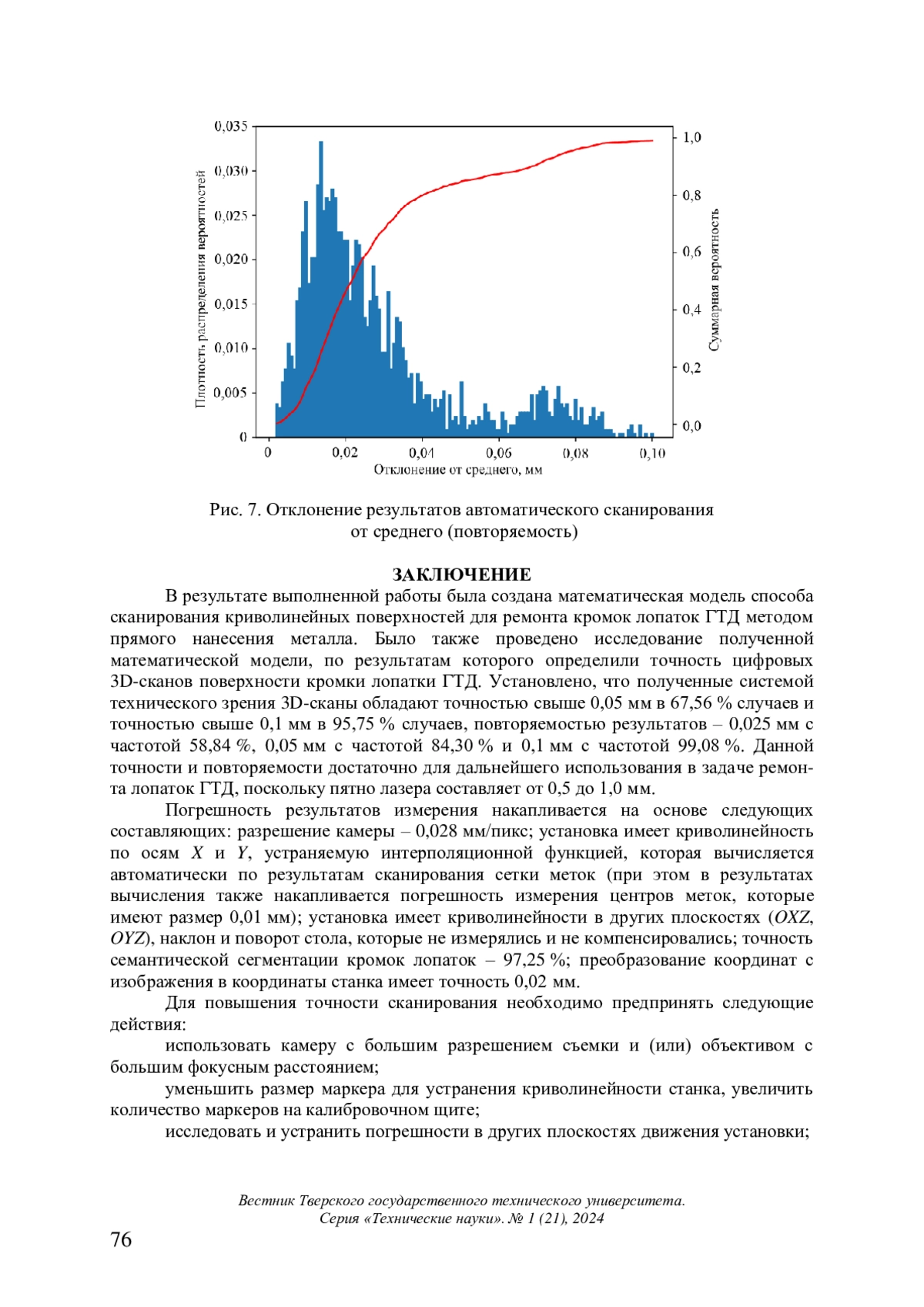
КОТЛЯР Д. И., ЛОМАНОВ А. Н. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ СКАНИРОВАНИЯ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ // ВЕСТНИК ТВЕРСКОГО ГОСУДАРСТВЕННОГО ТЕХНИЧЕСКОГО УНИВЕРСИТЕТА. СЕРИЯ: ТЕХНИЧЕСКИЕ НАУКИ. 2024. № 1 (21)
Текстовый фрагмент статьи